 |
|
||
 |
|||

��������˳����������˾ ��С�� ��+86 13416743702 ��������+86 13862072520 �绰�� 0512-62751429 ����: 0512-62751429 ��ַ��http://www.yushunli.com http://www.smtcj.com ���䣺 sales@hk-yush.com ��ַ����ַ:������ɽ½���������·1068�Ź���ҵH��2¥�� �ʱࣺ 215331 |
|
�������վ |
| ��ת���庸�ӻ� |

��Ʒ����
SMT TAB ACF Precision PCB Soldering Machine With Visible Led Display�ͺ�: YSPP-2A
���: ��ת���庸�ӻ�
 ��ϸ����:
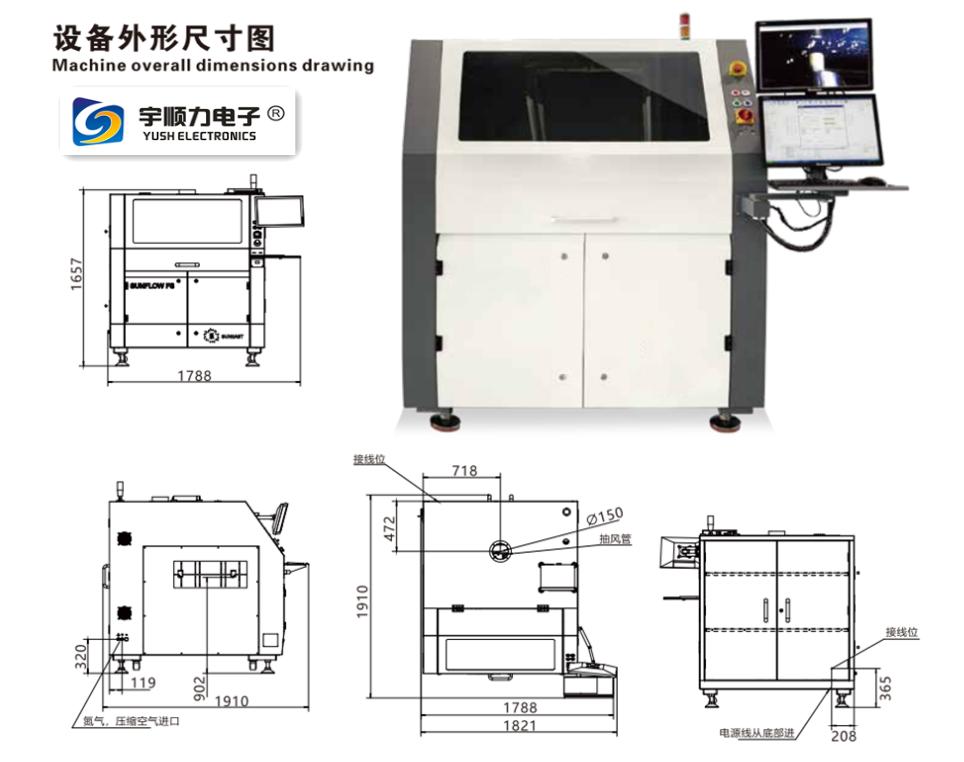
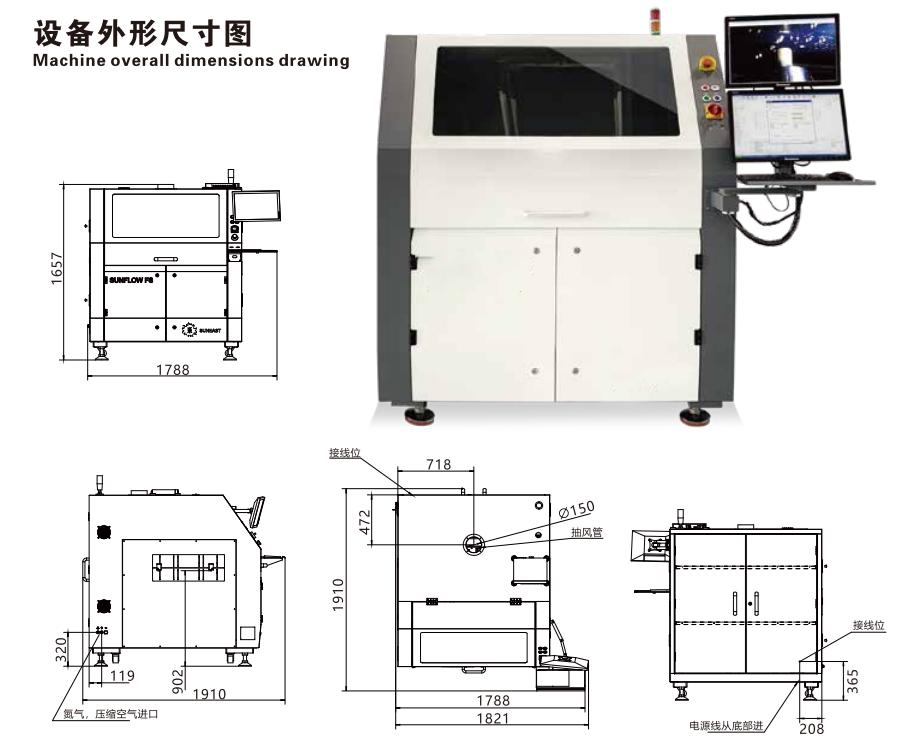
ȫ�Զ��������庸�ӻ�YSPP-2A
�����ڸ��ܶ�FPC��FFC��PCB��������֮�����ѹ���ӹ��ա�
������ѹ���ص㣺 1.��Ӧ��ͬ��Ʒ�������ٶȿɹ���ѡ�� 2.���ֲ��Ϻ���ͷ��ȷ����Ʒ��ѹƽ���� 3.������չ��ܣ����ڶ�λ�����ס� 4.�¶����ػ���������ܡ� 5.��������ʽѹ����,��Ԥ��ѹ����Χ�� 6.���Կ���,ȷ�ȶ� 7.�ɱ�����߰���Ԥ�ȼ��������¶� 8.�����ڸ��ָ��ܶ�TAB��TCPѹ�Ӽ�FPC��FFC��PCB����ѹ�� 9.��С�������ͣ���ѹ������. 10.��ͷʹ����Ͻ�ȡ����ͳ�ѺϽ����½��¿죬����ϵ���ã���ʴ�� 11.��ͷ˫�о���ƣ�Ч�ʸߣ���Լ�ù��ɱ��� ������ѹ�����
��һ����Ʒ:
High Precision PCB Router Machine
��ز�Ʒ
|










��Ȩ����© www.hkyush.com ������˳�������豸���쳧 ��վ����
|